

Reflective tape plays a vital role in enhancing safety and visibility in various environments. Its ability to reflect light significantly reduces the risk of accidents, especially during low-light conditions. The global reflective tape market, valued at approximately USD 2.5 billion in 2023, is expected to grow at a CAGR of 7.8%, reaching around USD 4.8 billion by 2032.
Key specifications that define quality reflective tape include adhesive strength, reflectivity levels, and weather resistance. With the diverse specifications of reflective tape available, users can easily find the right product tailored to their specific needs.
When considering how to choose the right specification of reflective tape, it’s essential to evaluate the intended use and environmental conditions. Common applications of reflective tape include safety gear, vehicles, and road signage, making it a versatile choice for enhancing visibility.
This reflective tape is a top-selling product due to its effectiveness and reliability in improving safety across various applications.

Key Takeaways
- Reflective tape enhances safety by improving visibility in low-light conditions, significantly reducing accident risks.
- Choosing the right reflective tape depends on its specifications, including adhesive strength, reflectivity, and weather resistance.
- Different grades of reflective tape, such as Engineering, High-Intensity, and Diamond Grade, cater to various applications and environments.
- Specialty reflective tapes, like glow-in-the-dark and heat-resistant options, provide tailored solutions for unique safety needs.
- Investing in high-quality reflective tape can lead to long-term savings through reduced accident costs and lower maintenance needs.
Types of Reflective Tape

Reflective tape comes in various grades, each designed for specific applications and environments. Understanding these types helps users select the right tape for their needs.
Engineering Grade Reflective Tape
Engineering Grade reflective tape utilizes glass beads or microprismatic technology. This type offers a lifespan of up to seven years and is compatible with digital printing. It is ideal for non-critical signage, such as vehicle graphics and tool identification.
High-Intensity Grade Reflective Tape
High-Intensity Grade reflective tape features advanced polycarbonate honeycomb prisms. This design provides superior reflectivity, making it suitable for traffic control and vehicle applications. With a lifespan of up to ten years, this tape is durable and environmentally friendly.
Diamond Grade Reflective Tape
Diamond Grade reflective tape incorporates cube prisms, which maximize visibility both day and night. This type reflects more light than High-Intensity Grade tape, ensuring safety in low-light conditions. It also boasts a lifespan of up to ten years, making it a reliable choice for critical applications.
| Grade | Material Composition | Lifespan | Key Features |
|---|---|---|---|
| Engineering Grade | Glass beads or microprismatic technology | Up to 7 years | Compatible with digital printing, ideal for non-critical signage |
| High-Intensity Prismatic Grade | Advanced polycarbonate honeycomb prism | Up to 10 years | Superior reflectivity, durable, environmentally friendly |
| Diamond Grade | Cube prisms | Up to 10 years | Maximum visibility day and night, reflects more light than high-intensity |
The choice of reflective tape impacts safety and visibility. Users should consider the specific requirements of their applications when selecting the appropriate type.
Specialty Reflective Tape
Specialty reflective tape encompasses a range of products designed for specific applications beyond standard reflective tape. These tapes cater to unique needs in various industries, enhancing safety and visibility in specialized environments.
-
Glow-in-the-Dark Reflective Tape: This type of tape absorbs light during the day and emits a glow in darkness. It is ideal for emergency exits, pathways, and safety equipment. Users can easily locate critical areas in low-light situations, ensuring safety.
-
Colored Reflective Tape: Available in various colors, this tape serves both aesthetic and functional purposes. It enhances visibility while allowing for color coding in warehouses, construction sites, and vehicles. Color-coded systems help workers quickly identify hazards or equipment.
-
Heat-Resistant Reflective Tape: Designed to withstand high temperatures, this tape is perfect for use in industrial settings, such as near ovens or engines. It maintains its reflective properties even in extreme heat, ensuring safety in hazardous environments.
-
Reflective Tape for Textiles: This specialty tape adheres to fabric, making it suitable for safety apparel, bags, and outdoor gear. It enhances visibility for cyclists, runners, and workers in low-light conditions.
Tip: When selecting specialty reflective tape, consider the specific environment and application. Each type offers unique benefits tailored to different needs.
| Specialty Type | Key Features | Ideal Applications |
|---|---|---|
| Glow-in-the-Dark | Emits light in darkness | Emergency exits, pathways |
| Colored Reflective | Available in various colors for coding | Warehouses, construction sites |
| Heat-Resistant | Withstands high temperatures | Industrial settings |
| Reflective for Textiles | Adheres to fabric | Safety apparel, outdoor gear |
Specialty reflective tape provides innovative solutions for enhancing safety and visibility in diverse applications. By understanding the unique features of each type, users can make informed decisions that best suit their specific needs.
Specifications of Reflective Tape

Adhesive Strength
Adhesive strength is a critical specification for reflective tape, especially in transportation and safety applications. It determines how well the tape adheres to surfaces, which directly impacts its effectiveness and longevity. Industry standards define the required adhesive strength for reflective tape used in various settings. The following table outlines key standards related to adhesive strength:
| Standard Code | Description |
|---|---|
| LS300 | Adhesive tape specifications |
| DOT-C2 | Minimum width of 50mm |
| DOT-C3 | Minimum width of 75mm |
| DOT-C4 | Minimum width of 100mm |
| DOT-SAE | Reflective tape standards |
| ASTM D4956 | General specifications for reflective materials |
Adhesive strength ensures that the tape remains securely in place, even under challenging conditions. A strong adhesive prevents peeling or lifting, which can compromise visibility and safety.
Reflectivity Levels
Reflectivity levels indicate how effectively reflective tape returns light to its source. This specification is crucial for ensuring visibility in low-light conditions. Different grades of reflective tape exhibit varying reflectivity levels, measured in candelas per lux per square meter. The following table compares the reflectivity levels of three common types of reflective tape:
| Reflective Tape Name & Type | 0 Degree | 30 Degree |
|---|---|---|
| Nikkalite Flexible Engineer Type 1 | 86.0 | 43.4 |
| Nikkalite High Intensity Type 3 | 222.8 | 241.7 |
| 3M 983 Diamond Grade | 797.7 | 487.8 |
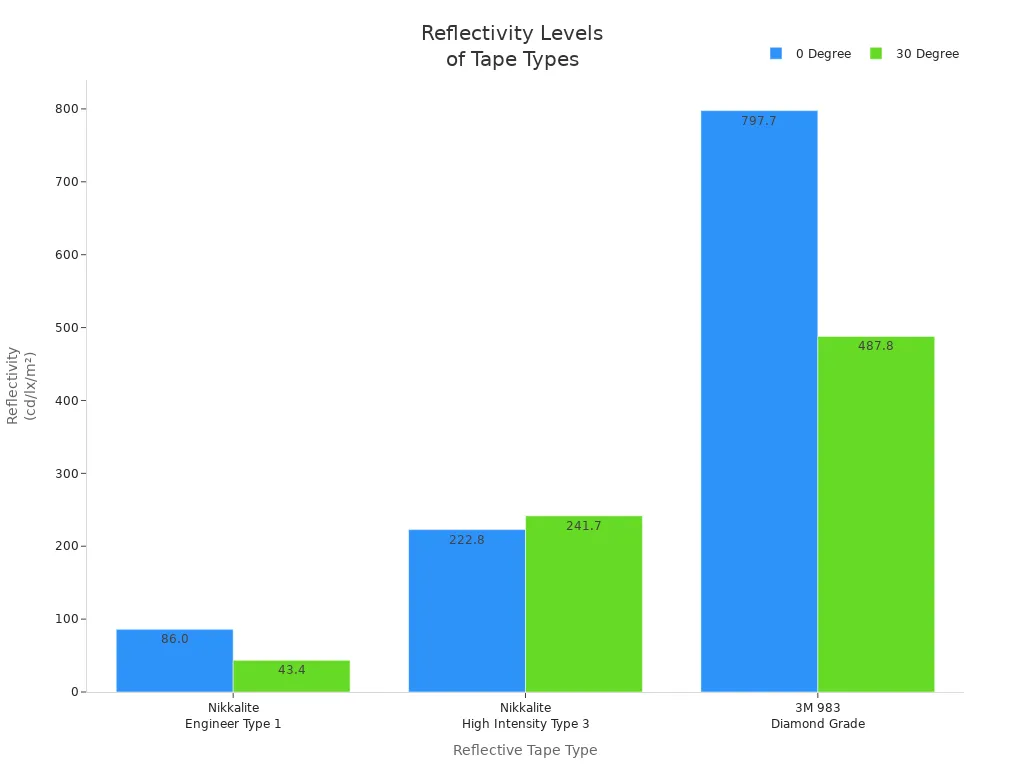
High reflectivity levels enhance visibility, especially in highway construction projects. The use of engineer-grade reflective sheeting on cones and warning signs has led to a reduction in accidents by up to 30%. Reflective delineators have shown to reduce accidents by up to 40%. A study conducted from 2003 to 2005 reported a 67% decrease in accidents, a 62% drop in fatalities, and a 78% reduction in injuries in areas where reflective devices were implemented. These statistics underscore the importance of selecting reflective tape with appropriate reflectivity levels for safety applications.
Weather Resistance
Weather resistance is another vital specification for reflective tape, particularly for outdoor applications. Reflective tape must endure harsh environmental conditions, including intense sunlight, heavy rain, and extreme temperatures. UV-resistant reflective tape is specifically designed to withstand these challenges. It maintains its reflectivity and does not fade or crack over time, ensuring it remains effective for safety applications. Its robust construction allows it to withstand extreme weather, making it a reliable choice for outdoor visibility needs.
Thickness and Durability
Thickness and durability are crucial specifications for reflective tape. These factors directly influence the tape’s performance, longevity, and suitability for various applications.
-
Thickness:
- Reflective tape typically ranges from 0.1 mm to 0.5 mm in thickness.
- Thicker tapes often provide better durability and resistance to wear and tear.
- A thicker tape can withstand harsh environmental conditions, making it ideal for outdoor use.
-
Durability:
- Durability refers to the tape’s ability to maintain its reflective properties over time.
- High-quality reflective tape can endure exposure to UV rays, moisture, and extreme temperatures without losing effectiveness.
- Users should consider the expected lifespan of the tape. Many products offer warranties ranging from 5 to 10 years, depending on the grade.
Tip: When selecting reflective tape, consider both thickness and durability. A thicker tape may offer better protection against physical damage, while durable materials ensure long-lasting reflectivity.
| Thickness Range | Typical Applications | Durability Rating |
|---|---|---|
| 0.1 mm – 0.2 mm | Indoor signage, temporary markings | Moderate |
| 0.3 mm – 0.4 mm | Vehicle graphics, safety gear | High |
| 0.5 mm | Road signs, industrial applications | Very High |
High-frequency Highlights of Reflective Tape
Visibility in Low Light
Reflective tape significantly enhances visibility in low-light conditions, making it an essential safety feature for various applications. Studies have shown that reflective tape can reduce accidents by improving the visibility of vehicles and road signs at night. For instance, a National Highway Traffic Safety Administration (NHTSA) study revealed that conspicuity tape on heavy trailers saved 2,660 vehicle occupants and reduced nighttime accidents by 21%.
The effectiveness of reflective tape varies based on its design and color. The table below summarizes key findings from various studies regarding visibility and accident reduction:
| Study Focus | Key Findings |
|---|---|
| Visibility and Accident Reduction | Reflective truck tape significantly enhances vehicle visibility at night, reducing accidents. |
| Regulatory Requirements | NHTSA’s regulations have proven effective in reducing nighttime accidents involving heavy trailers. |
| Independent Studies | Studies show a significant reduction in accidents when trucks are equipped with conspicuity tape. |
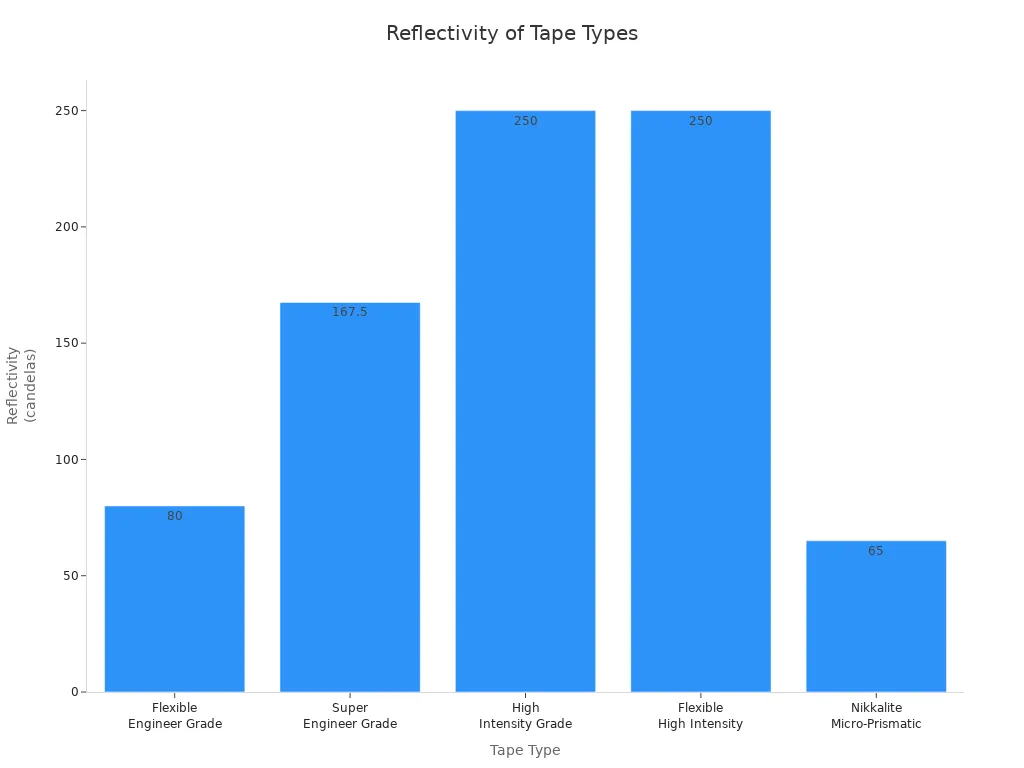
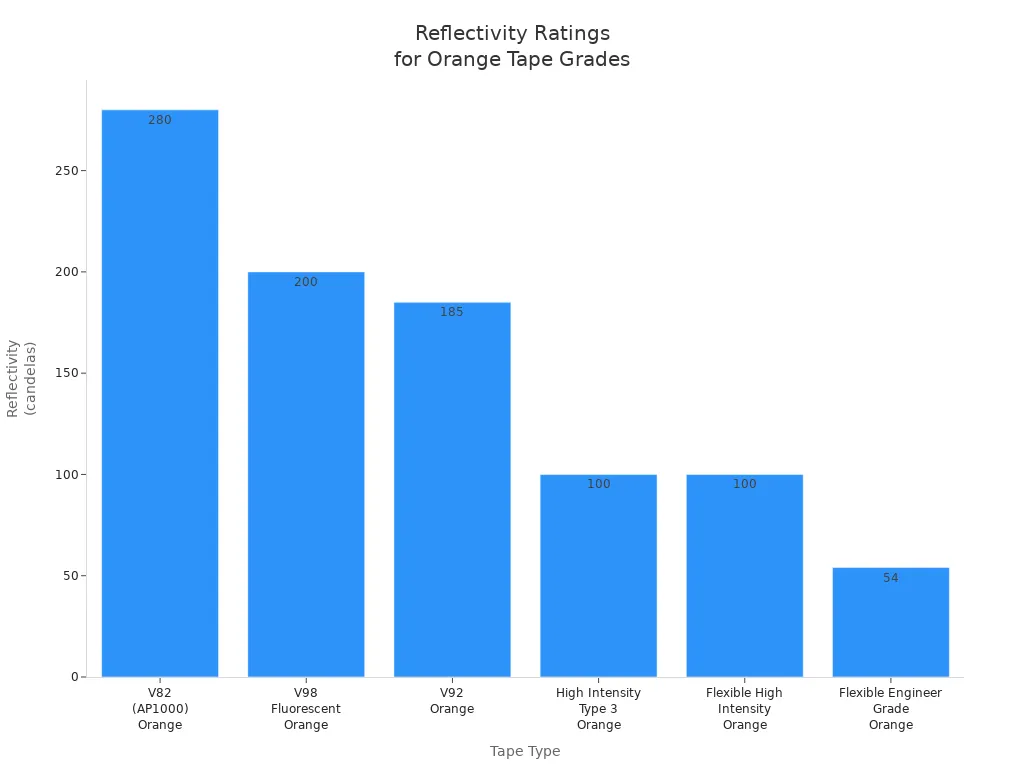
The visibility ratings for reflective tape also differ across grades and colors. For example, yellow-green reflective tape reflects at 525 candelas, outperforming standard glass bead tapes. In contrast, orange reflective tape varies from 54 to 280 candelas depending on the specific type. This variation illustrates how both color and grade influence the overall visibility of reflective tape.
Longevity and Maintenance
Longevity is a critical factor when selecting reflective tape. High-quality reflective tape can last up to 10 years, depending on the grade. Engineering grade reflective tape typically lasts up to 7 years, while high-intensity grade reflective tape can endure for a decade. To maximize the lifespan of reflective tape, users should follow recommended maintenance practices:
- Inspect reflective tape regularly and replace if necessary.
- Remove excess dirt before washing.
- Air-dry garments whenever possible to maintain reflective tape integrity.
- Avoid using bleach or strong detergents that can damage reflective tape.
By adhering to these practices, users can ensure that their reflective tape remains effective and visible over time.
Versatile Applications
Reflective tape’s versatility contributes to its popularity across various industries. It finds applications in transportation, construction, and personal safety. Here are some common uses:
- Transportation: Reflective tape is applied to commercial vehicles to comply with safety regulations. It enhances visibility around bumpers and rocker panels.
- Construction: In work zones, reflective tape improves visibility for traffic cones, barrels, and barricades, ensuring safety for both workers and the public.
- Personal Safety: Reflective tape enhances visibility for bicycles and motorcycles, marking hazards in construction zones, and improving personal safety by adding reflective elements to clothing and gear.
The adaptability of reflective tape extends beyond traditional safety applications. It is increasingly used in fashion and sportswear, highlighting its appeal in diverse markets. The growth of the Apparel Reflective Tape Market, particularly in regions with strict safety regulations, underscores the demand for versatile reflective solutions in safety apparel.
Cost-effectiveness
Reflective tape offers significant cost-effectiveness, making it a smart investment for various applications. Organizations and individuals can save money while enhancing safety and visibility. Here are some key points highlighting the cost-effectiveness of reflective tape:
-
Reduced Accident Costs:
- Implementing reflective tape can lead to fewer accidents. This reduction translates into lower medical expenses, insurance claims, and legal fees.
- For example, studies show that reflective tape on vehicles can decrease nighttime accidents by up to 21%. Fewer accidents mean reduced costs for businesses and individuals alike.
-
Long Lifespan:
- High-quality reflective tape can last between 7 to 10 years, depending on the grade. This longevity reduces the need for frequent replacements, saving money over time.
- Investing in durable tape minimizes the frequency of purchases, allowing users to allocate funds to other safety measures.
-
Versatile Applications:
- Reflective tape serves multiple purposes across various industries. Its adaptability means that one product can fulfill several needs, reducing the need for multiple safety solutions.
- From vehicles to construction sites, reflective tape enhances visibility in diverse settings, making it a cost-effective choice.
-
Easy Installation:
- Reflective tape typically features a strong adhesive backing, allowing for quick and straightforward installation. This ease of use reduces labor costs associated with applying safety measures.
- Users can apply the tape themselves, eliminating the need for professional installation services.
Tip: When considering reflective tape, evaluate the long-term savings it can provide. The initial investment often pays off through reduced accident rates and lower maintenance costs.
| Cost-effectiveness Factor | Description | Impact on Users |
|---|---|---|
| Reduced Accident Costs | Fewer accidents lead to lower expenses | Saves money on medical and legal fees |
| Long Lifespan | Lasts 7-10 years, minimizing replacements | Reduces overall spending |
| Versatile Applications | Serves multiple purposes across industries | Cuts down on the need for various products |
| Easy Installation | Quick application saves on labor costs | Allows for DIY installation |
Best-selling Reflective Tape Products
Reflective tape products vary widely in quality and performance. The best-selling options often stand out due to their superior features and customer satisfaction. Here are some of the top-rated products currently available:
- Cheapest Micro Prismatic Reflective Tape H1610
- DOT Reflective Tape Similar to 3M 983
- Hi Vis Sew On Tape – Cheap Alternatives to 3M Scotchlite
- Reflective Barricade Tape & Striped Chevron Sheeting H-DS
- Diamond Grade Fluorescent Yellow Green Reflective Tape HT1690FYG
- FR Fire Resistant Reflective Tape as Cheap Alternatives to 3M
- Class 2 Engineer Grade Reflective Tape & Sheeting H-EGC
Product Comparison
The best-selling reflective tape products exhibit distinct features that set them apart from less popular options. The following table summarizes these differences:
| Feature | Best-Selling Products | Less Popular Options |
|---|---|---|
| Performance Characteristics | Superior performance, high visibility | Often lower visibility |
| Durability | Exceptional durability and weather resistance | May lack durability |
| Compliance with Standards | Meets latest safety standards | Often does not meet standards |
| Adhesive Strength | Strong adhesion, resistant to solvents | Weaker adhesion |
| Aesthetic Integration | Designed to match product aesthetics | Less focus on aesthetics |
Customer Reviews and Ratings
Customer feedback plays a crucial role in assessing the effectiveness of reflective tape products. The following table highlights key insights from customer reviews:
| Evidence Type | Description |
|---|---|
| Durability | Customers report that high-quality reflective tapes withstand extreme weather and mechanical stress. |
| Brand Quality | Positive reviews often associate high-quality brands like 3M™ with longevity and consistent reflectivity. |
| Safety Issues | Negative feedback highlights problems with off-brand products, such as inconsistent adhesive performance and rapid degradation, which can lead to safety concerns. |
Brand Reputation
Brand reputation significantly influences consumer choices in reflective tape. Recognized brands often have certifications that validate their quality. The following table lists reputable brands and their certifications:
| Brand | Certification |
|---|---|
| 3M | DOT C2 certified |
| Avery Dennison | DOT C2 certified |
Choosing a reputable brand ensures that users receive reliable products that meet safety standards and perform effectively.
Choosing the right reflective tape is crucial for maximizing safety and visibility in various applications. Users should consider several key factors:
- Area of Use: Different industries require specific types of reflective tape, such as flame-resistant options for firefighters or standard tapes for road workers.
- Safety Standards: Compliance with relevant standards, like EN 469 for firefighting gear, ensures effectiveness.
- Durability: Evaluate wash cycles and abrasion resistance to maintain reflective properties in harsh conditions.
Reflective tape enhances safety in construction zones, vehicle markings, and road signage. Assessing personal needs and applications will lead to informed decisions, ensuring optimal safety outcomes.
FAQ
What is reflective tape used for?
Reflective tape enhances visibility in low-light conditions. It is commonly used on vehicles, road signs, safety gear, and construction sites to improve safety and prevent accidents.
How long does reflective tape last?
The lifespan of reflective tape varies by grade. Engineering Grade lasts up to 7 years, while High-Intensity and Diamond Grade can last up to 10 years, depending on environmental conditions.
Can reflective tape be used outdoors?
Yes, many reflective tapes are designed for outdoor use. Look for UV-resistant options that withstand harsh weather conditions without losing reflectivity or durability.
How do I apply reflective tape?
Clean the surface thoroughly before application. Peel off the backing and press the tape firmly onto the surface. Ensure there are no air bubbles for optimal adhesion.
Is reflective tape easy to remove?
Reflective tape can be removed, but it may leave adhesive residue. Use a solvent or adhesive remover to clean the surface after removal for best results.


